Het tot stand komen van de lijmverbinding
Het tot stand komen van delijmverbinding
Hierbij hebben we drie factoren die het bereiken van de cohesiesterkte van de aangebrachte lijmnaad, tijdens de verharding beïnvloeden, dit zijn:
- de verhardingsdruk
- de verhardingstemperatuur
- de verhardingstijd
Verhardingsdruk
De verhardingsdruk moet minstens zo groot zijn dat er tijdens het verharden een goed contact blijft bestaan tussen de te lijmen oppervlakken en de lijm. De grootte van deze druk is van verschillende factoren afhankelijk. Als de lijm veel vluchtige bestanddelen bevat, dan moet men een hogere druk aanbrengen om de damp- of gasdruk te compenseren. Is de lijm dunvloeibaar (lage viscositeit), dan is meestal slechts een geringe druk nodig. En bij een lijm die dikvloeibaar is (hoge viscositeit), hebben we een hogere druk nodig. Bij lijmen waarbij een condensatiereactie optreedt (formaldehydelijmen), komt water vrij in de vorm van stoom. De verhardingsdruk moet hoger zijn dan de stoomdruk, bij de betreffende uithardingstemperatuur.
Wordt vloeibare lijm toegepast bij lijmnaden die niet geheel vlak zijn, dan kan het voorkomen dat slechts plaatselijk contact wordt gemaakt met de lijm en dat er "losse plekken" in de lijmnaad optreden. Verhoogt men in dat geval de druk, dan bestaat vooral bij laag gevulde lijmsoorten, het gevaar van "dooddrukken" van de naad, hierdoor blijft er een zo dunne lijmnaad over, dat de cohesiesterkte sterk terugloopt. Een hogere druk is soms ook nodig in verband met de stijfheid van de te lijmen delen.

Figuur 54. Druk uitoefenen tijdens het uitharden van de lijm
Verhardingstemperatuur:
Meestal wil je het lijmproces uitvoeren bij kamertemperatuur, omdat dit de goedkoopste en snelste manier is, maar wanneer voor het verharden of voor het drogen van de lijm een temperatuurverhoging nodig is, kan dat op de volgende manier gebeuren:
- door stralingswarmte van infraroodlampen of elektrische elementen
- door een oven.
Wanneer de oven als een drukketel wordt uitgevoerd, spreken we over de veel toegepaste autoclaaf. Het opwarmen respectievelijk afkoelen in ovens en autoclaven vergt meestal veel tijd, doordat lucht een slechte warmtegeleider is. Een sterke luchtcirculatie en hoge druk brengen hierin verbetering.
Het is bij de verhardingscyclus belangrijk de temperaturen zoveel mogelijk ter plaatse van de lijmnaden te meten. Het beste kan dit gebeuren met thermokoppels.
De lijmgereedschappen voor lijmen die bij een hoge temperatuur worden gehard, dienen zoveel mogelijk te zijn gemaakt van materiaal met een gelijke uitzettingscoëffiënt als het werkstuk, of van hetzelfde materiaal als het werkstuk.
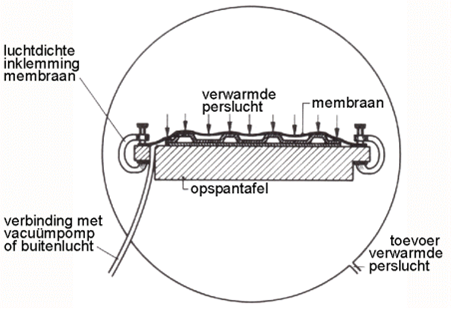
Figuur 55. Principeschets van het lijmen in een autoclaaf
Verhardingstijd:
Bij hogere temperatuur wordt de verhardingstijd korter. De verhardingstijd gaat in op het moment dat de lijm overal de gestelde verhardingstemperatuur heeft bereikt. Op elke plaats in het werkstuk moet de lijm minimaal gedurende deze verhardingstijd op de gestelde verhardingstemperatuur zijn geweest. Vaak wordt voor de zekerheid een verhardingstijd aangehouden die iets langer is dan noodzakelijk. De lijmcyclus bestaat uit opwarmen, verharden en afkoelen. De verhardingstijd maakt slechts een deel van die totale tijd uit.
 | 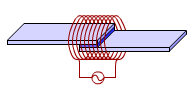 |
Figuur 56. Uitharden op kamertemperatuur Uitharden door inductie