Strijkbuigen
Strijkbuigen
Bij het strijkbuigen (zie figuur) wordt het productmateriaal, over een afstand Wklem, eenzijdig met een neerhouder ingeklemd met een klemkracht Fklem. Het overstekende productmateriaal wordt door de neergaande bovenstempel om de matrijsradius rm gebogen. Het buigproces kan op verschillende soorten persen, steeds met specifiek gereedschap, worden uitgevoerd.
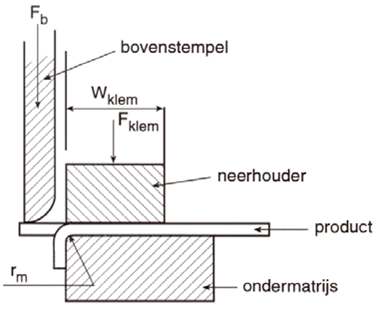
Figuur 1.
Procesbeschrijving
Bij het strijkbuigen (zie figuur ) wordt het productmateriaal over een bepaalde afstand eenzijdig ingeklemd. Door de neergaande bovenstempel wordt het materiaal over de matrijsradius (rm) gebogen. De nauwkeurigheid van de buiging wordt bepaald door de materiaaleigenschappen, de grootte van de buigradius en de grootte van de buigspleet. Voor nauwkeurig werk is de buigspleet minstens gelijk aan de nominale materiaaldikte, voor minder nauwkeurig werk de maximale materiaaldikte. Wanneer de buigspleet kleiner is dan de materiaaldikte treedt "strijken" van het materiaal op, waarvoor een veel hogere kracht nodig is. Bovendien leidt het tot afwijkende maten, zowel van de dikte als de lengte van het omgezette been.
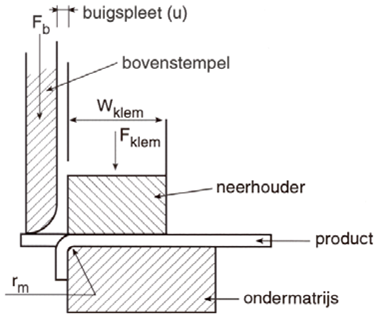
Figuur 2.
Het U-buigen is een bijzondere vorm van strijkbuigen. In dit geval worden beide productbenen tegelijkertijd gebogen. Wanneer niet wordt nagedrukt, gelden de formules voor strijkbuigen, bij wel nadrukken die van matrijsbuigen (zie figuur). In praktisch alle gevallen is nadrukken noodzakelijk.
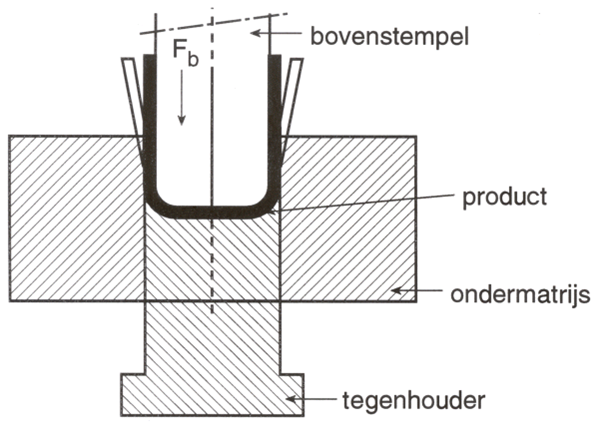
Figuur 3.
De strekkracht
Onder invloed van de strijkende beweging van de bovenstempel werkt in het te buigen been een strekkracht. De grootte van deze strekkracht is afhankelijk van de grootte van de wrijvingskracht. Deze wrijvingskracht is afhankelijk van de grootte van de buigspleet, de oppervlaktegesteldheid en de grootte van de reactiekracht.
Terugvering
Door de neergaande strijkende beweging van de bovenstempel wordt het materiaal in meer of mindere mate, afhankelijk van de materiaaleigenschappen en de grootte van de buigspleet, gestrekt. Hierdoor wordt de terugvering versterkt. Reduceren van de terugvering is mogelijk, door: ƒ¯buigen over een kleinere buigradius; ƒ¯bewust werken met kleinere buigspleet (let op maatvoering en beschadiging van het product, overmatige slijtage van het gereedschap en de grootte van de strijkkracht); ƒ¯een kalibreerbewerking toe te voegen middels een hiel aan het bovenstempel.
Geometrie
Het strijkbuigen, waarbij het materiaal eenzijdig is ingeklemd, is een asymmetrisch proces. Eén productzijde wordt over de matrijsradius gebogen. De kromming aan het buigproduct verloopt van maximaal bij de inklemming tot nul bij het eerste contactpunt met de bovenstempel. Het eindresultaat is sterk afhankelijk van de gereedschapconstructie en de condities, zoals: ƒ¯de radii aan matrijs en bovenstempel; ƒ¯de grootte van de buigspleet; ƒ¯voorkomen dat de bovenstempel kan uitwijken, zodat geen onnauwkeurigheden worden geïntroduceerd.
Het spreekt voor zich dat ook de productmateriaaleigenschappen van grote invloed zijn. Met name de diktetolerantie van het materiaal speelt een grote rol, omdat vanuit de materiaaldikte de grootte van de buigspleet wordt bepaald. Het product volgt de matrijsradius, zodat de uitslag van het product redelijk nauwkeurig kan worden berekend.
Voor- en nadelen strijkbuigen
Voordelen:
ƒ¯het proces laat snel werken toe;
ƒ¯door het materiaal eenzijdig in te klemmen kunnen korte randen aan lange werkstukken worden gebogen;
ƒ¯tijdens het strijkbuigen ligt de te buigen plaat vlak op de tafel, waardoor de 'handling' van die plaat eenvoudig is.
Nadelen:
ƒ¯de hoek van het te buigen product wordt sterk beïnvloed door de tolerantie op de materiaaldikte, in combinatie met de grootte van de buigspleet;
ƒ¯het klemmen van het materiaal vraagt een grote kracht;
ƒ¯klemmen kan beschadigingen veroorzaken;
ƒ¯door de neerwaartse beweging van de bovenstempel kunnen op het product strijksporen ontstaan;
ƒ¯wanneer er sprake is van aanladen, neemt de gereedschapslijtage sterk toe;
ƒ¯de bovenstempel heeft de neiging, onder invloed van de zijwaartse kracht, te wijken (gereedschapconstructie);
ƒ¯hogere kosten door het gebruik van productgebonden gereedschap. Indien op strijkbuigautomaten wordt gebogen is dit bezwaar geëlimineerd.
Algemeen:
ƒ¯het eigenlijke buigen vraagt slechts een klein deel van de totale cyclustijd. De rest van die cyclustijd wordt besteed aan product wisselen en positioneren. Een zekere vorm van mechanisatie of automatisering is wellicht mogelijk en rendabel. Automatische aan- en afvoer van producten is een mogelijkheid. ƒ¯omdat voor het proces specifiek gereedschap noodzakelijk is, is er een nauwe samenhang met de seriegrootte. Specifiek gereedschap heeft een grotere invloed op de kostprijs van het product, als de levensduur van het gereedschap groter is dan nodig voor het totaal aantal te maken producten.