Dieptrekken
Technologie van het dieptrekken
Procesbeschrijving van het dieptrekken
Een bewerking waarbij uit een vlakke plaat (blenk) een hol product gemaakt wordt, die aan één zijde open blijft. We gebruiken hierbij een stempel of trekdoorn, een trekring of matrijs, een plooihouder en voor producten met flens een tegenhouder of uitwerper.
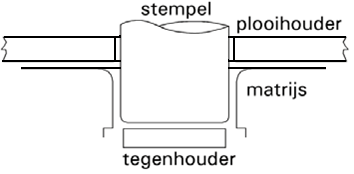
Figuur 1. Onderdelen bij het dieptrekken
Het diepgetrokken product krijgt de vorm van de trekdoorn, waarbij de blenk kleiner wordt tot de omtrek van de trekdoorn of tot de omtrek van de flens.(als het product niet geheel wordt doorgetrokken).
Om te voorkomen dat tijdens het dieptrekken plooivorming ontstaat, wordt de blenk geklemd tussen de plooihouder en de trekring. Hierdoor wordt de blenk tussen de plooihouder en de trekring uitgetrokken en om de trekdoorn gevormd.
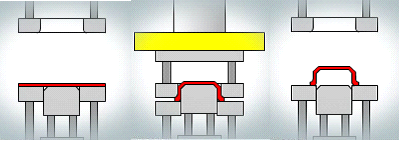
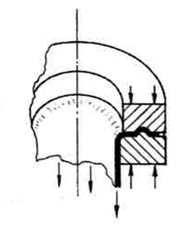
Figuur 2. Schematische weergave dieptrekken product
Spanningen in het materiaal
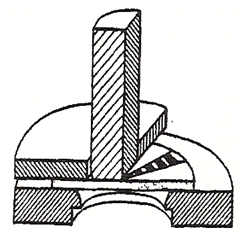 |  |
Figuur 3a: spanningen in het materiaal tijdens het dieptrekken
Hierbij treden de volgende spanningen op:
- Een radiale intrekspanning σr (gericht naar het midden van de trekdoorn)
- Een tangentiale drukspanning σt (gericht in concentrische cirkels van de trekdoorn)
- Axiale drukspanning σpl ( gericht in de trekrichting van de trekdoorn en veroorzaakt
door de klemkracht van de plooihouder)
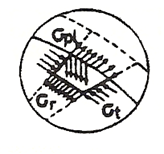
Figuur 3b. Spanningen
De grootte van deze spanningen is afhankelijk van de vorm van de trekdoorn en de grootte van de intrekkracht. De stempelkracht roept de tangentiale stuikspanning op, waardoor het stuikproces in de blenk plaats vindt.
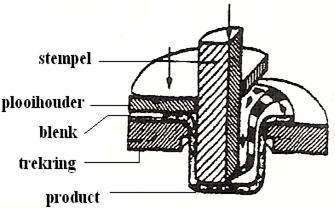
Spanningszones tijdens het dieptrekken
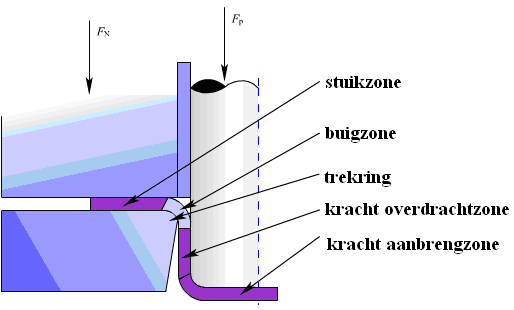
Figuur 4. Omvormzones en krachtzones dieptrekken
Tijdens het omvormproces ontwikkelen zich vier kenmerkende gebieden, met onderscheidende spannings- en vervormingstoestanden:
- De stuikzone, waarin het buitenste deel van de blenk wordt gevormd. Hier verhindert de plooihouderkracht FN de eerste rimpels.
- De buigzone, het materiaal beweegt zich rechtlijnig over de trek-ring straal(2-assig), echter voor de radii in de contour is de spanning 3-assig.
- De krachtoverdrachtzone, de productwand is daar reeds gevormd en draagt de intrekkracht over, die het stuiken in de flens moet continueren.
- De kracht-aanbrengzone, deze wordt door de stempelkracht Fp bepaald.
Als we aannemen dat de gemiddelde wanddikte gelijk is aan de oorspronkelijke plaatdikte, kunnen we zeggen dat het oppervlak van het diepgetrokken deel gelijk is aan het oorspronkelijke blenkoppervlak.
Relatie tussen productvormen
In principe komen alle holle producten in aanmerking om te dieptrekken. De vorm, afmetingen en seriegrootte bepalen hierbij of deze productiewijze technisch en economisch haalbaar is.
 |  |  |
Figuur 5. Diverse dieptrekproducten
Afhankelijk van de productvorm worden tijdens het dieptrekken drie deelbewerkingen uitgevoerd:
- Buigen voor het vormen van rechte zijden
- Dieptrekken voor het vormen van z.g. positieve radii
- Strekken voor z.g. negatieve radii en bolvormige bodems.(zie fig. 5a en 5b)
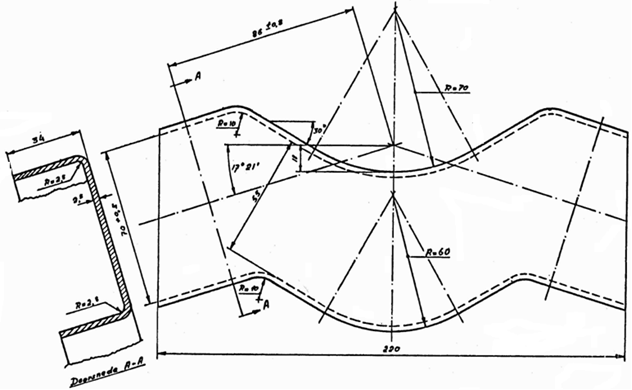
Figuur 5a. Strekken en dieptrekken in één product
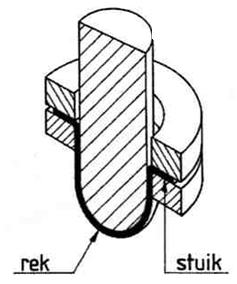 |  |
Figuur 5b. Dieptrekken van bolvormige bodem m.b.v. trekdrempel
Dit betekent dat er in de praktijk voor de meeste dieptrekprodukten buig-, stuik-, en strekprocessen plaats vinden.
Hierdoor is het van groot belang, dat men aan de hand van de producttekening kan vaststellen, welke van de genoemde bewerkingen nodig zijn om het gewenste product te kunnen vormen. Dit is nodig om:
-de juiste blenk uitslag te bepalen
-de meest scheurgevoelige plaatsen aan te merken, als gevolg van de rek
-de locatie te bepalen waar plooivorming op kan treden
Een analyse van deze deelbewerkingen zal in relatie met de mechanische eigenschappen van het productmateriaal duidelijk moeten maken op welke productlocaties problemen kunnen met betrekking tot:
- Langs- of dwarsscheuren
- Plooivorming
- Terugvering