Verloop van het proces, eigenschappen
Tafel Guillotineschaar
Om beschadiging van het te knippen plaatmateriaal te voorkomen is de tafel veelal van kogelpotten voorzien.
- groeven in de tafel om de plaat beter te kunnen verschuiven. De tafel is smal, maar kan worden vergroot met in lengte verstelbare oplegarmen
- haaksgeleiders; links en rechts
- linialen in de tafel
- T-sleufen; over de volle breedte van de tafel
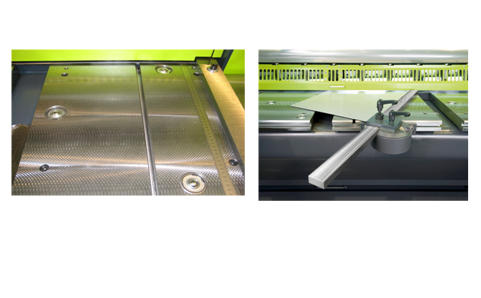
Figuur 1. Tafel Guillotineschaar
Knipsnede
De kwaliteit van het scheidingsvlak is afhankelijk van de aard van:
- het plaatmateriaal
- de grootte van de knipspleet
- de conditie van de snijkanten
- de kwaliteit van de schaar
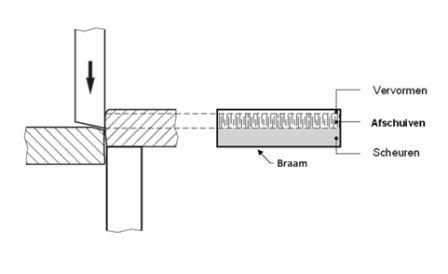
Figuur 2. Knipsnede
Vervorming plaatmateriaal
Wanneer de strookbreedte kleiner is dan 40 maal de materiaaldikte moet rekening worden gehouden met:
- Torsie, die met toenemende snijspleet groter wordt.
- Kromming in langsrichting, die groter wordt naarmate een toenemende kniphoek wordt ingesteld.
Een kleine kniphoek geeft nagenoeg geen rechtheidsafwijking aan de geknipte plaatdelen. Sabelkromheid, die kan ontstaan door rechtheidsafwijking van de schaarmessen of de mesopnamen. Verder zijn veelal restspanningen in het geslitte materiaal de oorzaak van sabelkromheid. er zijn overigens aanzienlijke verschillen in het midden en de rand van de coil.
Voordeel kniphoek; het verminderen van de snijkracht, waardoor de `standtijd' van de messen wordt vergroot.
Bij plaatstroken met een breedte die groter is dan ca. 15 maal de plaatdiktes leidt een te grote kniphoek tot een gebogen plaatvorm. Bij plaatstroken die smaller zijn dan ca. 15 maal de plaatdikte treedt bij een te grote kniphoek en/of te kleine snijspleet een getordeerde plaatvorm op.
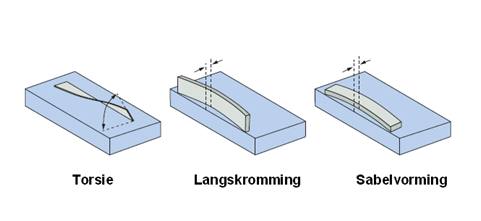
Figuur 3. Vervorming plaatmateriaal (mogelijke vervormingen bij relatief smalle plaatstroken)
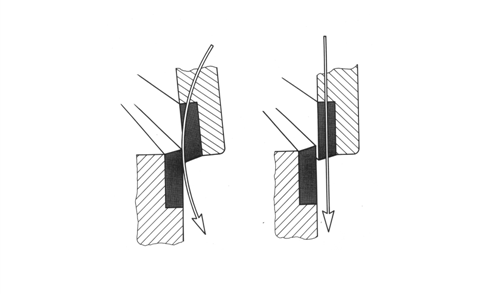
Langskromming / Torsie
Torsie staat in relatie met de snijspleet, de geometrie van de schaarmessen en de kniphoek.
Naarmate met een grotere snijspleet wordt geknipt, zal bij het knippen optredende torsie groter worden.
Grotere snijspleet: meer torsie en geen invloed op langskromming
Grotere kniphoek: minder torsie en meer langskromming
Grotere snijhoek: minder torsie en geen invloed op langskromming
Grotere messlijtage: meer torsie en geen invloed op langskromming
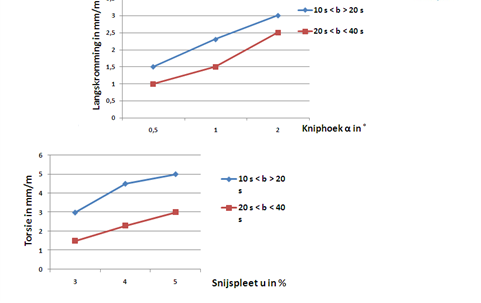
Figuur 4. Langskromming / Torsie
Geometrie van de schaarmessen
De geometrie van de schaarmessen wordt door instelling van de bovenbalk van de schaar gerealiseerd en bestaat uit een kniphoek α.
De snijhoek Óis hier van toepassing, omdat één schaarmes een geslepen snijkant heeft. Indien smalle stroken moeten worden geknipt, kan deze snijhoek de torsie mede beperken.
De vrijloophoek β kan worden gerealiseerd door schuinstelling van de bovenbalk of zoals hier door het een vrijloop te slijpen, waardoor de wrijving en daardoor de slijtage van de messen wordt verminderd.
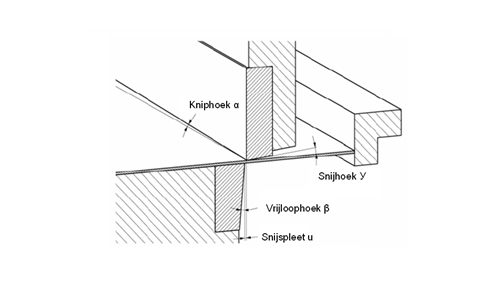
Figuur 5. Geometrie van de schaarmessen
Vorm en opstelling van de messen
Deze procesvariabelen zijn o.a.:
- de snijspleet u; 5-8% als Rm < 450 N/mm², 9-15% als Rm > 450 N/mm²
- de snijhoek Ó; Indien smalle stroken moeten worden geknipt,
kan deze snijhoek de torsie mede beperken
- de vrijloophoek β; zorgt er voor dat de wrijving en daardoor de slijtage
van de messen wordt verminderd
- de kniphoek α; De knipkracht neemt af en de vervorming wordt groter
naarmate de kniphoek toeneemt
- materiaalsoort
- materiaal dikte
- strookbreedte
- kniplengte
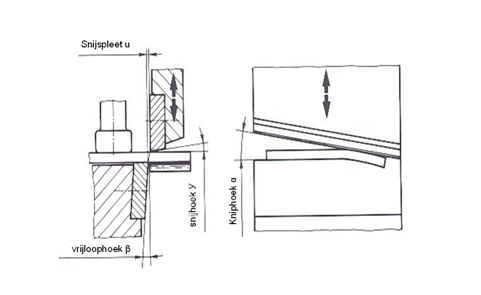
Figuur 6. Vorm en opstelling van de messen
De snijspleet u
De vorm van het scheidingsvlak snedeoppervlak wordt bepaald door de materiaalsoort en de plaatdikte en kan door de grootte van de snijspleet worden beïnvloed. Men kiest een zodanige speling tussen de messen dat de scheuren, die van beide snijkanten uit optreden, in elkaars verlengde liggen. Dit is in de praktijk niet altijd haalbaar i.v.m. te kleine snijspeling.
Als richtwaarde wordt voor de snijspleet 5% van de plaatdikte aangehouden.
Bij het knippen van harde materialen wordt, bij plaatdiktes boven 5 mm, 5 tot 8% speling genomen. Bij zachte, dunne materialen een snijspleet van 3 tot 5 % alleen voor zeer nauwkeurige scharen en materialen dikker dan 0,8 mm.
Juiste instelling van de snijspleet is van belang voor:
- de kwaliteit van de snede en beperking van torsie
- levensduur van mes en machine
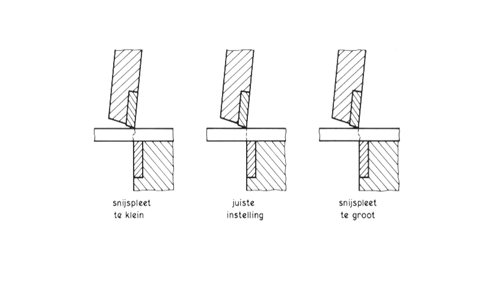
Figuur 7. Invloed snijspleet
Zelfinstellende snijspleet
Sommige scharen hebben een z.g. “zelfinstellende” knipspleet. De bovenbalk beweegt hierbij niet volledig rechtlijnig, maar volgt een curve. Deze curve is zodanig gekozen, dat bij dikker materiaal een met een grotere snijspleet wordt geknipt.
Figuur 7. Zelfinstellende snijspleet
Invloed snijhoek y
De voordelen van de snijhoek zijn:
- Het beperken van het tijdens het knipproces optredende buigend moment. Dit geeft minder kans op doorbuiging van het materiaal dat zich onder het bewegende bovenmes bevindt en dus vermindert het de optredende torsie.
De nadelen van de snijhoek zijn:
- aan de rand van de knipsnede treedt vervorming op;
- levensduur van de messen is korter, twee i.p.v. vier slijpvlakken.
Figuur 8. Invloed snijhoek y
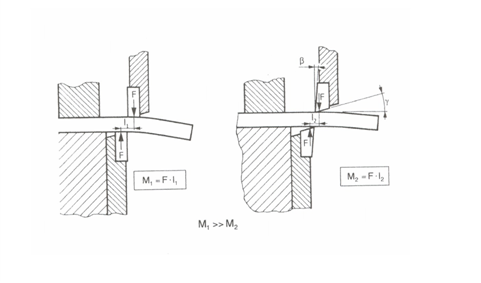
Krachten tijdens het knippen
Figuur 9. Krachten tijdens het knippen
Fmax = k . As . Rm
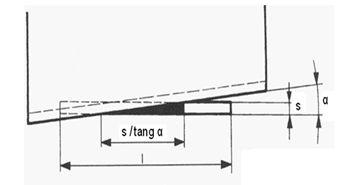
Indien l ≥ s /tang α
As = ½ . s . s /tang α= ½ . s² / tang α
Fmax = k . ½ . s² / tang α. Rm
K = is een factor en afhankelijk van materiaal, snijspeling en eventueel snijolie en kiezen we meestal 1.
Het knippen met een kniphoek vermindert de knipkracht en zorgt tevens voor het dempen van de snijslag. De schaar heeft in dat geval een driehoek in de snede, waardoor de knipkracht aanzienlijk lager is dan in het geval geen kniphoek zou worden toegepast. De kniphoek moet echter niet onnodig groot worden ingesteld, omdat hierdoor rechtheidsafwijkingen in langsrichting ontstaan.
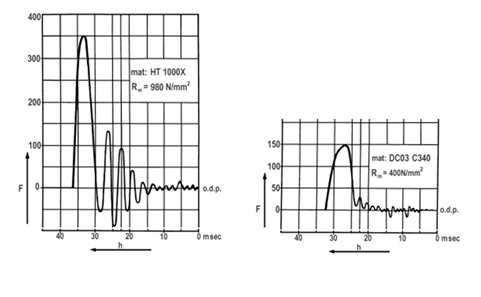
Figuur 10. Energieopname frame
Verband kniphoek-knipkracht
Juiste instelling van de kniphoek is van belang voor:
- vermindering van de snijkracht
- beperking van de langskromming van geknipte stroken
- de levensduur van de machine door snijslagdemping
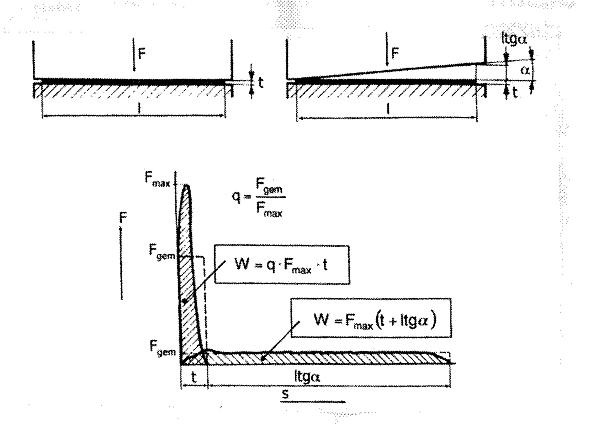
Figuur 11. Verband kniphoek - knipkracht
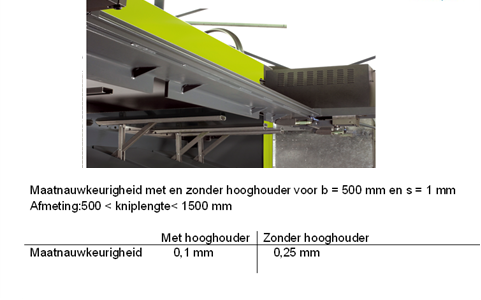
Hooghoudinstallatie
De achteraanslag is middels een kogelomloopspil verstelbaar. De repeteerbaarheid = ± 0,03mm.
Bij verandering van de snijspleet wordt de achteraanslag doorgaans gecorrigeerd.
Figuur 12. Hooghoudinstallatie
Neerhouders
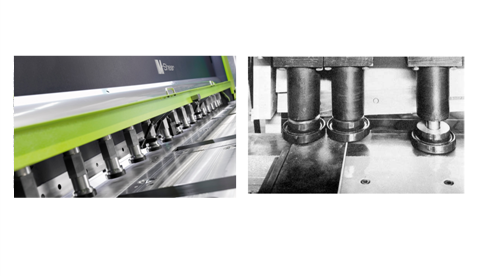
Figuur 13. Neerhouders
- bekrachtiging; instelbaar, onafhankelijk, hydraulisch
- aantal; zoveel mogelijk
- steekafstand; van links naar rechts toenemend van 20 naar 100 mm
- bescherming; Adiprene overschuifvoetjes
De neerhouders voorkomen dat het materiaal verschuift en gaat doorbuiging tegen. Het effect van de neerhouders wordt bepaald door de grootte van de neerhouderkracht en van de positionering van de neerhouders.
Neerhouderkracht
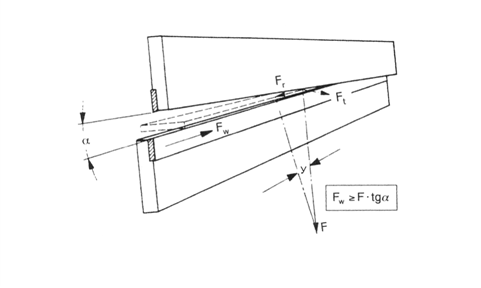
Figuur 14. Neerhouderkracht
Krachtenspel bij het knippen met een kniphoek α en een snijhoek γ.
De ontbondene Fr neemt toe bij grotere kniphoek α.
De wrijvingskracht Fw moet bij toenemende kniphoek αtoenemen.
Dit vraagt bij het knippen van smalle stroken dus een grotere neerhouderkracht.
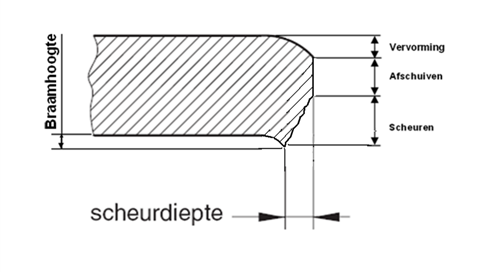
Braamvorming bij het knippen
Braam wordt bij het knippen versterkt door:
- vergroting van de snijspleet
- slijtage van de messen
Een te kleine snijspleet (< 5%) veroorzaakt, afhankelijk van de kwaliteit van de schaar, verhoogde slijtage van de messen en daardoor hogere braamvorming.
Figuur 15. Braamvorming bij het knippen
Methode van aanslaan
Methode van aanslaan kan de nauwkeurigheid van het product bepalen.
Aanslag blijft staan: opbouw van maatafwijking
Vooraanslag: ndien er een klein strookje moet worden afgeknipt
Achteraanslag: zo veel mogelijk, indien de maatvoering dit toelaat
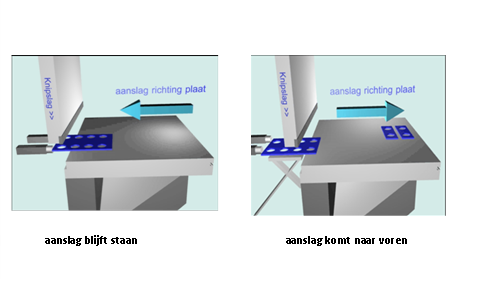
Figuur 16. Methode van aanslaan