Knippen op guillotinescharen
Hoofdelementen van de schaar
Het frame is als C-frame en relatief licht uitgevoerd. Dit is mogelijk door de instelbare kniphoek. De kniphoek vermindert de maximale knipkracht, waardoor het frame minder zwaar wordt belast. Deze kniphoek resulteert echter wel in een vervorming van geknipte stroken.
De neerhouders voorkomen, dat het materiaal verschuift en gaat doorbuiging tegen. Het effect van de neerhouders wordt bepaald door de grootte van de neerhouderkracht en van de positionering van de neerhouders.
De vooraanslag is doorgaans voorzien van een liniaal met instelbare fijn-instelling.
De snijspleetinstelling is afhankelijk van de materiaaldikte en het te knippen materiaal, maar is ook afhankelijk van de kwaliteit van de schaar. De regeling gebeurt middels cilinders, links en rechts van de machine.
De kniphoek wordt ingesteld door het bijpompen of afvloeien van een bepaalde hoeveelheid olie tussen de twee cilinders. De aflezing van de kniphoek gebeurt op een (doorgaans) verlichte schaal.
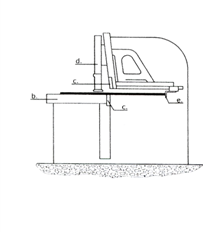 De schaar is opgebouwd uit de volgende hoofdelementen:
De schaar is opgebouwd uit de volgende hoofdelementen:
a. Frame
b. Tafel
c. Bewegend en vast schaarmes
d. Neerhouder
e. Acther- en vooraanslag
Figuur 1. Hoofdelementen van de schaar
Hydraulische schaar met kniphoek en snijspleetinstelling
De guillotineschaar is het meest gebruikte schaartype in de industrie. Rechte kniplijnen in zowel dunne als dikke plaat. In het algemeen geschikt voor kleinere series. Het onder- en het bovenmes hebben elk vier snijkanten. Door het draaien van de messen na ca. 100 knipuren kan het slijpen worden uitgesteld. Bij het knippen van aluminium kan dit eerder nodig zijn.
De kniplengte wordt bepaald door de meslengte. Maximaal te knippen plaatafmetingen ca. 4300 x 16mm voor een materiaal met een trekvastheid van Rm = 450 N/mm². Instelbare kniphoek van 0,5° tot …° Instelbare snijspleet van 0,05 tot … mm.
Elektrisch verstelbare achteraanslag tot 1000 mm.
Tegenwoordig uitgerust met de Return-to-Sender functie met als voordelen:
- Terugvoeren van de plaat; de geknipte plaatdelen worden teruggevoerd naar de schaartafel. De operator hoeft niet steeds naar de achterzijde van de schaar te lopen om de geknipte delen op te pakken.
- Minder beschadigingen; door de plaatdelen terug te laten komen op de schaartafel wordt beschadiging van geknipte plaat voorkomen.
- Omgekeerd knippen; met de return- to- sender hooghoudinstallatie is het mogelijk de achteraanslag te gebruiken als vooraanslag. Het te knippen plaatdeel ligt nu achter het mes op de hooghoudarmen. Dit geeft twee voordelen:
a) Smalle stroken kunnen torsie vrij worden geknipt.
b) Voorgeponste plaat kan zeer nauwkeurig in stroken worden geknipt
zonder opbouwtolerantie.
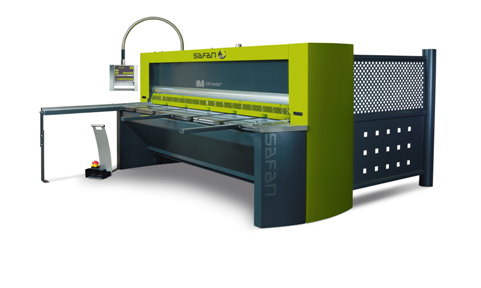
Figuur 2. Hydraulische schaar