Plooihouders
Plooihouders
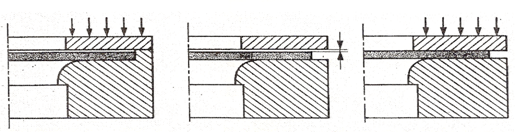
Figuur 31. Starre (links en midden) en constante plooihouder (rechts)
In de linkse figuur zien we een starre plooihouder, die toegepast kan worden bij een enkelvoudig werkende pers. De plooihouderkracht verloopt hierbij progressief.
In de rechtse figuur zien we een plooihouder met constante plooihouderkracht, waardoor de plooihouderdruk tijdens het proces toeneemt.
Degressief werkende plooihouder
Bij deze plooihouder wordt een degressief verlopende plooihouderkracht gerealiseerd, welke op moderne hydraulische dieptrekpersen plaats vindt en als ideaal gezien wordt.
De gewenste plooihouderdruk is afhankelijk van de plooigevoeligheid van de blenk en wordt bepaald door:
- diameter-dikteverhouding van de uitslag
- aard van het productmateriaal; naarmate de trekvastheid groter is, zal de plooigevoeligheid groter zijn
Met onderstaande richtwaarden van de plooihouderdruk, kan deze globaal worden bepaald, maar de optimalisering dient proefondervindelijk tijdens het proces plaats te vinden. De plooihouderkracht wordt gevonden door het blenkoppervlak waarop de plooihouder werkt, te vermenigvuldigen met onderstaande richtwaarden. Hierbij moet vaak een compromis gevonden worden tussen plooivorming en dwarsscheuren in de gevormde productwand.
Plooihouderkracht berekenen:
Fp = ¼ π (D² - dp²) x σp
Fp = plooihouderkracht
D = platinediameter
dp = inwendige diameter van de trekring vermeerderd met 2 x Rm (dp = dt + 2.Rm)
σp = de plooihouderdruk
dt = d + (2 tot 2,3) t (deze factor is 2 x t, bij grote eisen aan het product)
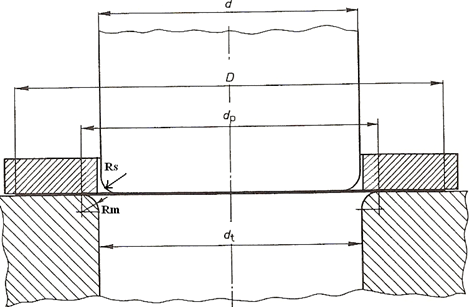
Figuur 32. Overzicht aanduidingen bij berekenen plooihouderkracht
Richtwaarden plooihouderdruk (σp):
Zacht staal | 2,0 – 3,0 N/mm² |
messing | 1,5 – 2,0 N/mm² |
koper | 1,0 – 1,5 N/mm² |
aluminium | 0,8 – 1,2 N/mm² |
RVS | 3,0 – 4,5 N/mm² |
Bovenstaande tabel geldt alleen voor zuiver dieptrekwerk. Zodra er sprake is van strekken (bij bolle bodems of conische producten) moet secundaire plooivorming worden voorkomen en zullen de plooihouderkrachten veel groter moeten zijn. Deze krachten zijn overigens alleen proefondervindelijk te bepalen.
Trekdrempels
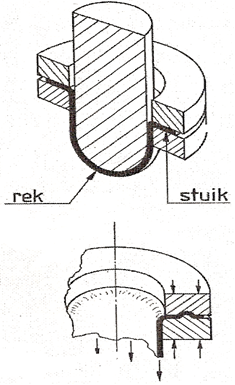
Figuur 33. Dieptrekken met trekdrempel
Bij het dieptrekken van producten met een bolvormige bodem is de kans op secundaire plooivorming groot. Dit kan worden voorkomen door de plooihouderkracht te vergroten. Als dit onvoldoende effect heeft, kunnen trekdrempels de oplossing bieden. Hierbij wordt een radiale strekcomponent aangebracht. Het productmateriaal moet hierbij over voldoende verstevigings eigenschappen beschikken.
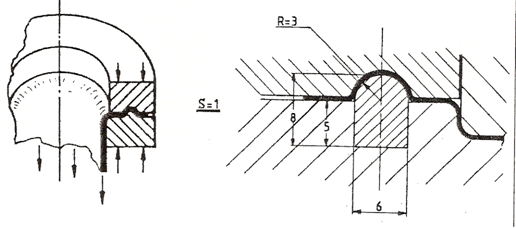
Figuur 34. Geometrie van een trekdrempel